



Tool Touch Probe เป็นอุปกรณ์ที่ถูกนำมาใช้ในการวัดความยาวของทูลแบบอัตโนมัติ ที่ได้รับความนิยมสูงในเครื่องจักร CNC Lathe ความยาวของทูลจะถูกวัดอย่างแม่นยำและค่าที่วัดได้จะถูกบันทึกลงใน Tool length Table เพื่อชดเชยความยาวให้แบบอัตโนมัติเมื่อเราเลือกใช้ทูลด้วยคำสั่ง Txx
ส่วนประกอบของ Tool Touch Probe
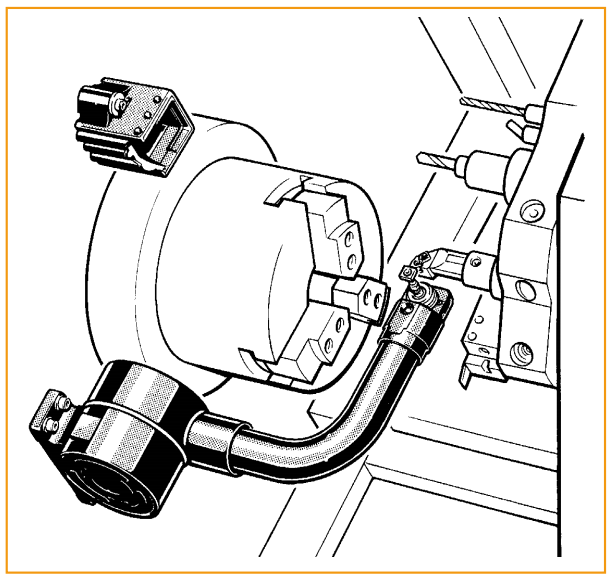
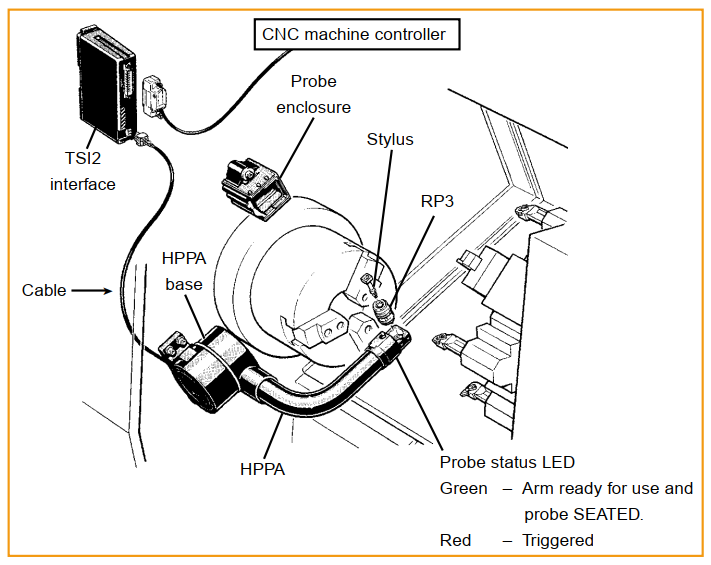
High precision pull down arm (HPPA) เป็นส่วนของแขนที่สามารถผลิกลงมาอยู่ในตำแหน่ง Arm Ready เพื่อใช้ในการวัดความยาวของทูล
Probe Enclosure เป็นส่วนที่จะใช้ในการเก็บหัว Probe เพื่อป้องกันการสึกหรอ การกัดเซาะ หรือการชดจากเศษของชิ้นงาน
Stylus เป็นส่วนที่ติดตั้งอยู่ปลายสุดของ Probe จะมีความยาวให้เลือกหลายค่า เพื่อให้เหมาะกับขนาดของทูลแต่ละขนาด
RP3 เป็นอุปกรณ์ที่ติดตั้งอยู่ปลายสุดของ Probe เป็นตัวบรรจุ Sensor เพื่อจับการเคลื่อนที่ของ Stylus เมื่อทูลเข้ามาสัมผัส โดยส่วนใหญ่แล้วผู้ผลิตจะออกแบบให้มุมเองสูงสุดที่ RP3 รับได้อันเกิดจากการบิดของ Stylus ต้องไม่เกิน 9 องศา
Interface Box เป็นอุปกรณ์ Signal Processing ที่จะส่งสัญญาณไปยัง RP3 และคอยตรวจจับแรงที่เกิดขึ้นกับ RP3 การตรวจจับต้องมีความไวมาก เมื่อ Stylus มีมุมเอียงเพียงเล็กน้อย หรือมีการเคลื่อนที่แนวเชิงเส้นประมาณ 5 – 8 ไมครอน จะมีการตรวจจับได้เกิดขึ้น นอกจากนี้ Interface box ยังทำหน้าที่ในการส่งสัญญาณไปยัง CNC Controller

ผู้ผลิตจะแนะนำความยาวของ Stylus ที่ต้องใช้มาให้ ซึ่งผู้ใช้งานจะต้องติดตั้งให้เหมาะสมกับเส้นผ่านศูนย์กลางของทูลที่เลือกใช้เพื่อให้เกิดองศาการบิดที่เหมาะสม Sensor ที่ติดตั้งอยู่ในชุด RP3 สามารถรับรู้ได้
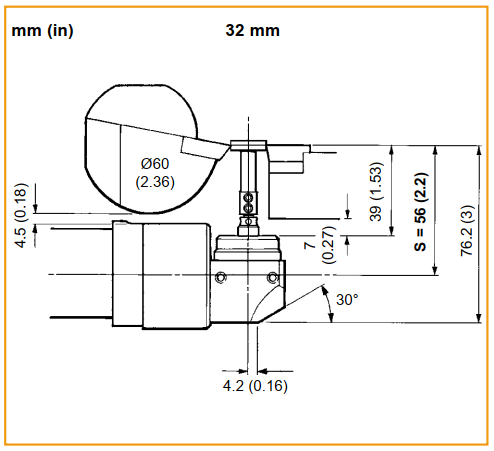
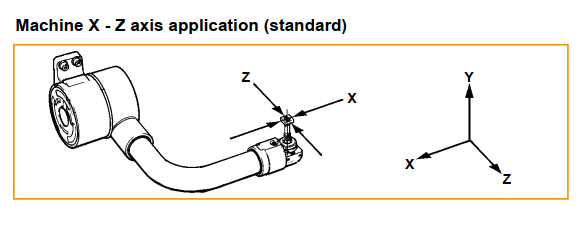
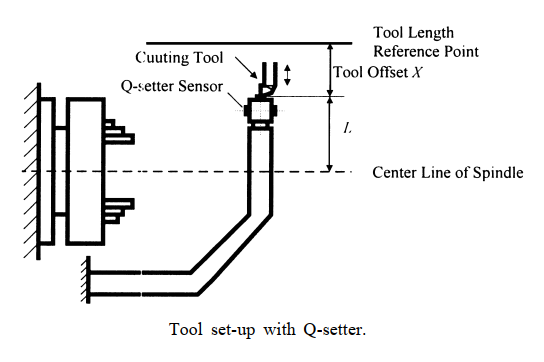
การติดตั้ง Touch Probe เป็นสาระสำคัญอย่างมากที่จะต้องปฏิบัติตามคู่มืออย่างเคร่งครัด และยังต้องใช้ช่างติดตั้งที่มีประสบการณ์สูง ผู้ผลิตทุกรายจะมีค่าแนะนำในการติดตั้งมาให้ ในกรณีของเครื่อง CNC Lathe ตำแหน่งสัมผัสกับทูลที่ Stylus จะต้องอยู่ ณ ตั้งแหน่งแนวการเคลื่อนที่ของแกน X ให้มากที่สุด และสูงกว่าจุดศูนย์กลางการหมุนของหัว Chuck เล็กน้อย

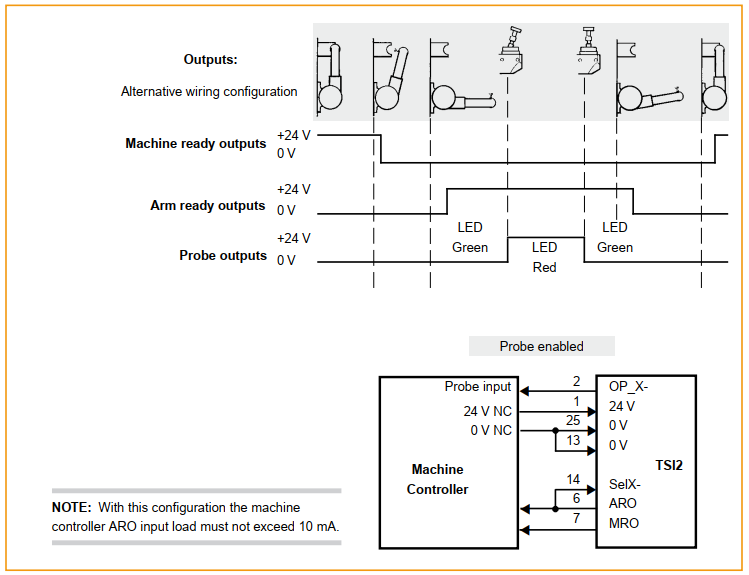
Interface Signal
สัญญาณที่ได้จาก Interface Box จะถูกส่งต่อไปยัง CNC Controller เพื่อให้เกิดการทำงานสอดคล้องกัน เริ่มตั้งแต่ผู้ใช้งานประสงค์จะวัดความยาวทูลโดยการผลิก HPPA ลงมาอยู่ในตรงแหน่งที่จะใช้ในการวัดความยาวทูล สัญญาณ Machine Ready จะเปลี่ยนสถานะจาก 24 V ไปเป็น 0V และสัญญาณ Arm Ready จะเปลี่ยนสถานะจาก 0V เป็น 24 V เพื่อแจ้ง CNC Controller ว่าขณะนั้นจะอยู่ในโหมดการทำงานวัดความยาวทูล CNC Controller จะได้รับสัญญาณและหยุดการทำคำสั่ง G Code หยุดการหมุดของ Spindle ยอมให้เกิดการเคลื่อนที่ได้จาก Manual Pulse Generator เท่านั้น เมื่อทูลวิ่งมาชน หัว Stylus จะเกิดสัญญาณ Probe Output เพื่อแจ้ง CNC Controller เพื่อค่า Tool Offset ของทูลหมายเลขนั้น
พรีซิชั่น แมชชีน คอนโทรล , 28 March 2020 ขอบคุณข้อมูล Renishaw