




ประวัติศาสตร์ เทคโนโลยีซีเอ็นซี : ตอน 1
หากเรามองย้อนไปในอดีต จะพบว่าการพัฒนาการด้านเทคโนโลยีซีเอ็นซี มิได้เกี่ยวข้องเฉพาะแง่มุมสำคัญทางวิศวกรรมเท่านั้น แต่ยังรวมไปถึง การตัดสินใจในช่วงหัวเลี้ยวหัวต่อของผู้ที่มีอำนาจหลังสงครามโลกครั้งที่ 2 พัฒนาการของเทคโนโลยีด้านนี้ที่เกิดขึ้นในประเทศญี่ปุ่น และโลกาภิวัตน์ มีผลต่อการเปลี่ยนแปลงทางการตลาด การผลิต และประวัติศาสตร์เทคโนโลยีด้านนี้อย่างมีนัยยะสำคัญ เยอมันหลังสงครามโลกครั้งที่ 2 1945 – 1948 อุตสาหกรรมทั้งหมดของประเทศเยอรมันโดนทำลายลง อันเป็นผลมาจากสงคราม ภาคการผลิตของประเทศอยู่ในสภาพพิการ บ้านเมืองถูกทิ้งร้าง การคมนาคมถูกปิด โครงสร้างพื้นฐานเช่นไฟฟ้า แก๊ส และน้ำประปา แทบจะไม่สามารถใช้งานได้เลย เฉพาะภาคการผลิตพื้นฐานเพื่อมนุษยธรรมบางอย่างเท่านั้นที่พอจะดำเนินกิจกรรมได้ 1948 (การปฏิรูปทางการเงิน) – 1955 เครื่องจักรกลการผลิต แมชชีนทูล และ อุตสาหกรรมการผลิตถูกสร้างขึ้นมาใหม่ ในระยะแรกของการสร้าง มาจากพื้นฐานทางเทคโนโลยีเดิมของเยอรมันก่อนสงคราม โดยตั้งแต่ช่วงสงคราม จนถึงช่วงเวลาการฟื้นฟูประเทศในระยะต้น การพัฒนาการเทคโนโลยีแมชชีนทูลไม่มีความแต่งต่างไปจากในอดีตมากนัก เครื่องจักรส่วนใหญ่ถูกออกแบบให้ทำงานแบบ manual operation คนงานขาดความรู้และประสบการณ์ เครื่องจักรที่สามารถใช้งานได้ ก็ถูกใช้งานเต็มกำลังการผลิตเพื่อผลิตสินค้าจำเป็นพื้นฐานจำนวนมาก ความต้องการสินค้าหลังสงครามยุตติลง มีอย่างมากมายมหาศาล เครื่องจักรทุกเครื่องในประเทศเยอรมันถูกใช้งาน 2 – 3 กะทุก ๆ วัน ความต้องการแรงงานเพิ่มขึ้นอย่างต่อเนื่องตามการผลิตที่กำลังกลับมาขยายตัวขึ้นอีกครั้งจนแรงงานไม่เพียงพอต่อความต้องการของอุตสาหกรรม […]

เซอร์โว ไดร์ว ลดการสั่นสะเทือน
พรีซิชั่น แมชชีน คอนโทรล , 6 Oct 2019 Servo Drive ถูกในมาใช้ในการควบคุมการเคลื่อนที่ของเครื่องจักรซีเอ็นซี โดยมีองค์ประกอบ 3 ส่วนหลักคือ ระบบสั่งการ ของเครื่องจักรซีเอ็นซีก็คือ CNC Controller นั้นเองจะทำหน้าที่ในการรับคำสั่ง G Code จากผู้ใช้งานและเปลี่ยนเป็นสัญญาณไฟฟ้าที่เหมาะสมเพื่อสั่งการไปยัง Servo Drive เซอร์โว ไดร์ว เมื่อได้รับคำสั่งจาก CNC Controller แล้วจะเปลี่ยนสัญญาณคำสั่งให้เป็น สัญญญาณไฟฟ้ากำลัง ผ่านวงจรอิเลคทรอนิกส์กำลัง และส่งต่อกำลังไฟฟ้าไปยัง เซอร์โวมอเตอร์ เซอร์โว มอเตอร์ จะรับกำลังไฟฟ้าจากวงจรเพาเวอร์อิเลคทรอนิกส์ภายในเซอร์โวไดร์วและเปลี่ยนเป็นการเคลื่อนที่ทางกลผ่านการหมุนของเพลามอเตอร์ เซอร์โวมอเตอร์จะต่ออยู่กับส่วนเคลื่อนที่ของเครื่องจักรซีเอ็นซี Carriage เพื่อทำการเคลื่อนที่ชิ้นงาน หรือ ทูล ไปตามตำแหน่งสั่งการที่แปลมาจาก G Code Encoder จะถูกติดตั้งอยู่ที่เซอร์โวมอเตอร์ เพื่อเป็นสัญญาณตำแหน่งที่ได้จากการหมุนของเพลามอเตอร์ สัญญาณจาก Encoder จะถูกส่งกลับไปยัง Servo Drive และส่งไปยังระบบสั่งการ CNC Controller […]

ซีเอ็นซี รีโทรฟิต
CNC Retrofit คือการฟื้นฟูสภาพเครื่องจักรให้กลับมามีสภาพเหมือนใหม่ หรือใกล้เคียงเครื่องใหม่ โดยการปรับปรุง 2 ส่วนสำคัญคือ 1.องค์ประกอบทางกล 2.องค์ประกอบทางไฟฟ้า การแก้ไของค์ประกอบทางกล โดยประสบการณ์ของผู้เขียนแล้วควรค่อย ๆ ทำไป ปรับปรุงเฉพาะเท่าที่จำเป็นให้เครื่องสามารถทำงานหาเงินได้ก่อน แต่ในกรณีที่มีเงินทุนเยอะก็สามารถที่จะทำครั้งเดียวให้สมบูรณ์ที่สุดเลยก็ได้ แต่ต้องยอมรับความจริงว่าแม้จะมีการปรับเปลี่ยนอุปกรณ์ทางกลแล้วก็ตามแต่โครงสร้างหลักของเครื่องอาจจะถูกใช้งานมานานดังนั้นการแก้ไของค์ประกอบทางกลจะได้ดีที่สุดคือใกล้เคียงเครื่องใหม่เท่านั้น องค์ประกอบทางกลที่จะต้องฟื้นฟูสภาพคือ 1. Ball Screw 2. Axes’s Support Bearing 3. Hydraulic System 4. Spindle Bearing 5. Lubrication System 6. Guide Way การแก้ไขให้สมบูรณ์ในครั้งเดียวอาจจะต้องใช้เวลาพอสมควรฺ Ball Screw โดยประสบการณ์ของผู้เขียนมักไม่ค่อยต้องเปลี่ยน ถ้าไม่เลวร้ายจริง ๆ เบื้องต้นหากมีการสึกมากทำให้การเคลื่อนที่บางช่วงที่เครื่องใช้งานบ่อยไม่มีความแม่นยำ สามารถแก้ไขได้โดยการเรียงเม็ดบอลใหม่ หรือใส่แผ่นชิมให้เม็ดบอลเกิดการตรึงตัวภายใน Support Bearing เมื่อถอดบอลสกรูออกมาแล้ว ผู้เขียนแนะนำให้เปลี่ยน Supoort Bearing ไปเลยในคราวเดียวเพราะมีราคาหลักพันบาท เป็น Precision Bearing […]

IoT CNC DIALink
พรีซิชั่น แมชชีน คอนโทรล, 3 Oct 2019 DIALink CNC เป็นอุปกรณ์ IoT/Factory 4.0 อัตโนมัติสำหรับรวบรวมข้อมูลการทำงานของเครื่องซีเอ็นซี โดยข้อมูลของเครื่องจักรซีเอ็นซีในระบบการผลิตทุกเครื่อง สามารถที่จะถูกมอนิเตอร์การทำงานได้จากศูนย์ควบคุมส่วนกลาง และสามารถส่งข้อมูลเหล่านั้นขึ้นสู่ระบบอินเตอร์เน็ตไปประมวลผลยัง Cloud Server ผู้บริหารการผลิต หรือวิศวกรควบคุมการผลิต สามารถที่จะทราบและเข้าถึงข้อมูลการทำงานของเครื่องซีเอ็นซี สถิติที่เกี่ยวข้อง เช่น จำนวน Part Cout , Running Time , Stop Time , Shut Down Time หรือแม้แต่การเคลื่อนที่ CNC Axis ได้แบบเรียลไทม์ ไม่ว่าจะอยู่ที่ใด หรือเวลาใด DIALink CNC ถูกออกแบบให้สามารถดึงข้อมูลจาก CNC Controller แบรนด์ชั้นนำของโลกที่ใช้งานกันอย่างแพร่หลาย เช่น Delta NC300 , Fanuc , Siemens, Mitsubishi […]
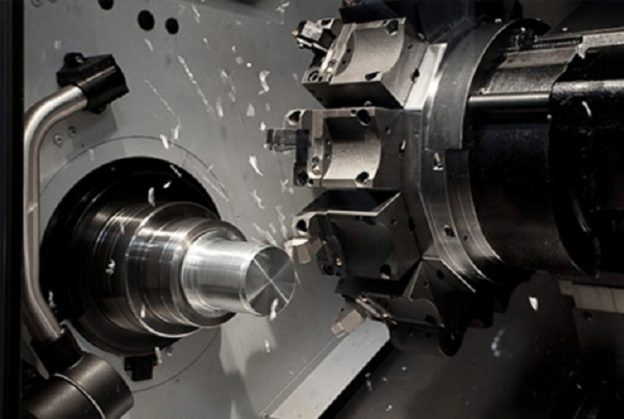
Basic CNC: Lathe
พรีซิชั่น แมชชีน คอนโทรล , 25 Sep 2019 ปัจจุบันกระบวนการตัดเฉือนโลหะโดยเครื่องจักรซีเอ็นซี มีอยู่อย่างหลากหลายวิธีการเครื่องจักรซีเอ็นซีมีความสามารถมากเครื่องกลึงจะใช้การหมุนเป็นวงกลมและเคลื่อนที่ตัดผ่านโลหะเพื่อตัดเฉือนโลหะในขณะที่เครื่องมิลลิ่งใช้การหมุนของมีดเพื่อตัดเฉือนเนื้อโลหะส่วนที่ไม่ต้องการออกการทำงานแต่ละแบบต้องใช้คัตเตอร์ที่แตกต่างกันออกไป CNC Lathe เป็นเครื่องจักรซีเอ็นซีสำหรับงานกลึงที่มีความสำคัญมากและเป็นกระบวนการตัดเฉือนโลหะที่เก่าแก่ที่สุดกว่าได้ Introduction CNC Lathe ปกติจะถูกใช้เพื่อขึ้นรูปชิ้นงานโดยการตัดเฉือนเนื้อโลหะส่วนเกินออกชิ้นงานจะมีลักษณะเป็นทรงกระบอก หรือมีรูปทรงกระบอกขนาดเส้นผ่านศูนย์กลางเปลี่ยนแปลงไปตามลักษณะของชิ้นงานในอดีตเครื่อง CNC Lathe มีไว้สำหรับงานกลึงเท่านั้น ปัจจุบันเครื่อง CNC Lathe ได้พัฒนาไปเป็น Turning Center มีความสามารถทั้งงานกลึง การมิลลิ่ง งานต๊าป เช่นเครื่อง CNC Turn-Mill สวนประกอบของ CNC Lathe Bed: เป็นส่วนฐานของเครื่องจักรและถูกใช้ในการติดตั้งอุปกรณ์ส่วนอื่น ๆ ทั้งหมดมีน้ำหนักมาก มีความแข็งแรงสูง ทำจากเหล็กหล่อ ส่วนบนจะขึ้นรูปเป็น slide way เพื่อช่วยให้การเคลื่อนที่ตามแนวแกน Z ปัจจุบันนิยมหล่อขึ้นรูปเป็นชิ้นเดียวเลย จะต้องมีค่า damping capacity ที่สูง และต้านการสั่นสะเทือนได้ดี Carriage: ถูกใช้เพื่อติดตั้งอุปกรณ์ที่มีการเคลื่อนที่ไปตามแนวแกน X-Z […]

ซีเอ็นซีเก่าอย่าทิ้ง มีค่าเป็นล้าน
พรีซิชั่น แมชชีน คอนโทรล , 1 Aug 2019 ซีเอ็นซี เครื่องจักรผลิตชิ้นส่วนอุตสาหกรรม มีองค์ประกอบหลัก 2 อย่างคือ 1.องค์ประกอบทางไฟฟ้า 2. องค์ประกอบทางกลเครื่องซีเอ็นซีเก่ามักจะมีปัญหาที่ระบบไฟฟ้าเสียหายจนไม่สามารถแก้ไขได้ท่านเจ้าของจึงนำไปขายเศษเหล็ก หรือวางทิ้งไว้จนกลายเป็นของไม่มีราคา องค์ประกอบทางไฟฟ้าทั้งหมด เช่น คอนโทลเลอร์ โซเวอร์ ระบบไฟฟ้าทั้งหมด แก้ไขได้โดยการ รีโทรฟิตโดยการเปลี่ยนระบบไฟฟ้าที่เสียหายโดยเฉพาะคอนโทรลเลอร์ และแก้ไขระบบทางกลที่ชำรุดเครื่องที่ไม่สามารถใช้งานได้แล้วจะสามารถกลับมาทำงานได้อีกครั้ง โดยความร่วมมือระหว่าง บริษัท เดลต้า อิเลคทรอนิคส์(ประเทศไทย) จำกัด(มหาชน) ผู้ผลิตอุปกรณ์ออโตเมชั่น อันดับต้นของโลก และ บริษัท พรีซิชั่น แมชชีน คอนโทรล จำกัด มีประสบการณ์ตรงด้านการทำ รีโทรฟิตมากกว่า 15 ปี ช่างไฟฟ้าของสถานประกอบการสามารถดำเนินการเองได้ ปกติแล้วความรู้เรื่องการทำรีโทรฟิตจะถูกสงวนไว้เฉพาะกลุ่ม System Integrator ที่มีประสบการณ์ ความรู้ด้านนี้จึงไม่แพร่หลายมากนัก การทำรีโทรฟิตแต่ละครั้งผู้ประกอบการจะต้องเสียค่าใช้จ่ายทั้งค่าอุปกรณ์และค่าจ้างทำรีโทรฟิตในระดับที่ค่อนข้างสูง หลักสูตรอบรม Delta CNC Retrfit ได้ออกแบบมาเพื่อผลิตช่างรีโทรฟิต โดยเน้นการอบรมจริงหน้าเครื่องที่กำลังจะทำรีโทรฟิต Learning […]

EV:การชาร์ตแบตเตอร์รี่ระหว่างรถไฟฟ้ากำลังวิ่ง
การชาร์ตพลังงานไฟฟ้าแบบไร้สาย(WPT)ระหว่างที่รถยนต์ไฟฟ้ากำลังเคลื่อนที่ ได้ถูกทำการทดลองที่ Oak Ridge National Laboratory(ORNL) โดยการใช้ Electrochemical Capacitors ติดตั้งที่ Grid Side และที่รถยนต์ไฟฟ้าทำให้สัญญาณไฟฟ้ามีความราบเรียบ ลด Pulsation ด้าน Grid Side ลงไปได้ 81% และ 84%ที่รถยนต์ เทคโนโลยีการชาร์ตพลังงานไฟฟ้าแบบไร้สายมีขึ้นตั้งแต่ปี 1950 ถูกนำมาใช้กับรถยนต์ในงานเหมืองแร่และรถรางเพื่อแก้ปัญหาาการเชื่อมต่อที่แตกต่างกันงานวิจัยชิ้นนี้นำเสนอการชาร์ตพลังงานไฟฟ้าแบบไร้สายในขณะที่รถยนต์ไฟฟ้ากำลังเคลื่อนที่ปัญหาที่พบคือ Couplings power over large gaps อันเกิดจากความสูงระหว่างพื้นถนนและใต้ท้องรถยนต์ ความไม่ได้ตำแหน่งตรงกันของอุปกรณ์ทั้งสองฝั่งซึ่งอาจเกิดการคลาดเคลื่อนได้สูงระหว่างรถยนต์กำลังเคลื่อนที่ ORNL ได้ทำการทดลองโครงการ ORNL’s WPT เพื่อชาร์ตพลังงานไฟฟ้าในขณะที่รถยนต์กำลังวิ่ง ดังแสดงในรูปที่ 1. ในระหว่างที่รถยน์มีการเคลื่อนที่จะทำให้เกิด Power Pulsation เป็นผลมาจาก Coil ติดตั้งอยู่ที่ตัวรถยนต์วิ่งผ่าน Coil ที่ติดตั้งอยู่บนพื้นถนน ส่งผลกระทบต่ออายุของแบตเตอร์รีและคุณภาพของไฟฟ้าของแหล่งจ่าย (Grid Supply) สถาบันวิจัย ORNL ได้แสดงวิธีการที่จะทำให้สัญญาณไฟฟ้ามีความราบเรียบขึ้น โดยทดสอบกับรถยนต์ไฟฟ้าขับผ่าน Coil […]

AI:นิวรอลเน็ตเวิร์ค กระบวนการอีดีเอ็ม
การคาดการณ์อัตราการกัดกร่อนเนื้อโลหะแบบกระแสไฟฟ้าสูงในกระบวนการอีดีเอ็มโดยโครงข่ายประสาทเทียม บทคัดย่อ งานวิจัยชิ้นนี้ขอนำเสนอการคาดการณ์ อัตราการกัดกร่อนเนื้อโลหะ(MRR)แบบกระแสไฟฟ้าสูงในกระบวนการอีดีเอ็ม โดยโครงข่ายประสาทเทียม(ANN) ข้อมูลจากการทดลองถูกรวบรวมจากกระบวนการ Die Sinking EDM โดยมีทองแดงเป็นอิเลโทรด และเหล็กเป็นชิ้นงาน งานวิจัยชิ้นนี้มีวัตถุประสงค์ที่จะพัฒนาแบบจำลองคุณลักษณะของกระบวนการอีดีเอ็ม โดยใช้ข้อมูลดิบที่ได้จากการทดลอง แบบจำลองคุณลักษณะของกระบวนการอีดีเอ็มที่หาได้ จะถูกใช้เพื่อคาดการณ์ อัตราการกัดกร่อนเนื้อโลหะ แล้วนำค่าที่ได้จากการคาดการณ์ไปเปรียบเทียบกับค่าอัตราการกัดกร่อนเนื้อโลหะจริง แบบจำลองที่สร้างขึ้นจากโครงข่ายประสาทเทียมให้ค่าอัตราการกัดกร่อนเนื้อโลหะเป็นที่น่าพอใจ บทนำ กระบวนการอีดีเอ็ม ถือได้เป็น กระบวรการผลิตแบบ non-conventional อีดีเอ็มถูกนำมาใช้งานอย่างแพร่หลายในการผลิตแม่พิมพ์แบบฉีด แม่พิมพ์ตัด หรือเก็บความเรียบร้อยของผิวชิ้นงานของอุตสาหกรรมยานยนต์ ชิ้นส่วนอากาศยาน และชิ้นส่วนวัสดุทางการแพทย์ อีดีเอ็มจะกัดกร่อนชิ้นงานโดยการใช้ระบบควบคุมที่มีความแม่นยำจุดประกายไฟ(spark) ให้เกิดขึ้นระหว่างช่องว่างแคบของอิเลคโทรดและชิ้นงาน ในภาชนะเปิดบรรจุของเหลวที่มีสภาพไม่นำไฟฟ้า(dielectric fluid) เนื้อโลหะจะถูกกัดเซาะ โดยการปล่อยกระแสไฟฟ้าอย่างต่อเนื่องผ่านอิเลคโทรดไปยังชิ้นงาน ที่อของเหลวไม่นำไฟฟ้าไหลอยู่ระหว่างกลางเกิดเป็นแรงดันตกคล่อมระหว่างอิเลคโทรดและชิ้นงาน เครื่องจักรอีดีเอ็ม ซึ่งถือได้เป็นกระบวนการแบบ non-conventional มีความแตกต่างไปจากเครื่องจักรอื่น ๆ เพราะระหว่างกระบวนการกัดกร่อนเนื้อโลหะของชิ้นงาน อิเลคโทรดมิได้สัมผัสกับชิ้นงานเลย จึงไม่เกิดเสียงรบกวน หรือเสียงจากการสั่นสะเทือน Rajrkar[2] ได้อธิบาย ทิศทาง ความสนใจในการศึกษากระบวนการอีดีเอ็ม เช่น การนำไปใช้งานกับวัสดุพิเศษ การทำให้เกิดผิวเงาแบบกระจกโดยการเพิ่มสารบางอย่างลงไปในของเหลวที่มีสภาพไม่นำไฟฟ้า หรือการใช้ระบบสั่นสะเทือนความถี่สูงที่อิเลคโทรด(ultrasonic-assisted EDM) การควบคุมกระบวนการอีดีเอ็ม และ […]

CAN open ตอนที่ 2
พรีซิชั่น แมชชีน คอนโทรล , 12 Aug 2019 CAN open Message Format การสื่อสารข้อมูลตามมาตรฐาน CAN open จะทำในรูปของ message telegrams ซึ่งสามารถแยกออกเป็น 2 ส่วนประกอบสำคัญคือ COB-Identifier(COB-ID) ขนาด 11 bits และ Data อีก 8 Bytes COB-Identifier (COB-ID) จะเป็น Function Code ใน 4 bits แรก ซึ่งเป็นวัตถุประสงค์หลักของการสื่อสาร Function Code สามารถแยกตามลักษณะของ message ได้ 4 แบบ Administrative message (LMT, NMT) Service data objects (SDOs) Process […]
CAN open ตอนที่ 1
พรีซิชั่น แมชชีน คอนโทรล , 12 Aug 2019 CAN ย่อมากจากคำว่า Controller Area Network พัฒนาขึ้นโดย Bosch Germany สำหรับใช้ในการควบคุมอุปกรณ์ภายในรถยนต์ ต่อมาก็ถูกนำมาใช้ในอุตสาหกรรมอย่างแพร่หลาย CAN เป็นระบบที่สามารถมีได้หลาย Master เพราะอุปกรณ์ทุกตัวสามารถเข้าถึง Bus ได้ตลอดเวลาที่ไม่มีการส่งสัญญาณ CAN มิได้ทำงานในแบบ address แต่ทำงานในแบบการส่ง message การเข้าถึง Bus ของอุปกรณ์ทุกตัวจะใช้ความสามารถของ CSMA/CA Protocal ย่อยในชั้น Data Link layer ของ OSI โมเดล เพื่อบริหารการส่ง message ของทุกอุปกรณ์ลงมาที่ Bus แต่ละอุปกรณ์จะ listen ว่า Bus ว่างอยู่หรือไม่ ถ้าว่างอยู่อุปกรณ์ก็สามารถส่ง message ออกมายัง Bus ได้ ถ้าหากอุปกรณ์ […]